- 艾宝物联IOBOV® ─ 工业无线测控专家
编好的程序需要经过运行调试,以确认是否满足机床控制的要求。一般来说,顺序程序的调试要经过“仿真调试”和“联机调试”两个步骤。
(1)仿真调试
“仿真调试”又称“模拟调试”,是指在实验室条件下,采用特制的“仿真设备”(或称“模拟装置”、“模拟台”等)代替机床与CNC、PLC、PLC编程设备联接起来(在有条件的情况下,还可以联接伺服单元、伺服电动机、甚至某些独立的机械功能部件),对顺序程序进行的调试。“仿真调试”具有安全、能耗小、调试轴助人员少等优点。
“仿真设备”常用许多开关、指示灯来模拟机床各电气功能器件的状态。如用小型开关的通/断代替MT侧操作面板的开关、按钮,电气柜内的继电器触点,安装于机床各运动部件上的位置检测开关等的闭合/断开,以模拟各种输入信号的“1”和“0”状态,用指示灯的亮/灭代替MT侧操作面板指示灯,电气柜内继电器线圈等的通电/断电,以验证输出到MT侧各器件的信号状态。
“仿真调试”是“联机调试”前的一个重要步骤。程序设计员可以通过“仿真设备”对诸如机床操作面板、工作台运行、工件装夹、主轴起停、刀库手动、自动找刀、机械手换刀、工作台分度及各机械动作和控制逻辑的互锁关系进行分考动作和循环动作运行调试,以保证顺序程序控制原理的正确性,为以后的整机联调的安全,顺利地进行打下基础。
需要指出的是,“仿真设备”虽可以通过模拟机床侧的信号状态调试并确认机床控制中的许多控制顺序问题,但因条件的限制,往往不能完全真实地模拟那些与时间控制有关的机械动作,以及某些复杂的循环动作顺序。因此,顺序程序还须进行联机运行调试,才能最终确认是否正确。
(2)联机调试
将机床、CNC装置、PLC装置和编程设备联接起来进行的整机机电运行调试称为“联机调试”(如图1所示)。“联机调试”可以发现和纠正顺序程序的错误,可以检查机床和电气线路的设计,制造,安装以及机电元器件品质可能存在的问题。
“联机调试”工作在车间现场由具有机电专业知识的多名工程技术人员联合进行。在确认CNC系统、伺服系统、PLC装置、强电柜元器件、机床各元部件的安装和连接无误后,才可以接通电源,将存储在编程设备中的顺序程序传送至RAM插板(或PLC装置的RAM存储器)中,然后执行顺序程序,以便对各机电执行元部件的动作及其顺序控制逻辑进行检查。需要时,可用编程设备修改顺序程序,然后再传送到RAM插板中。

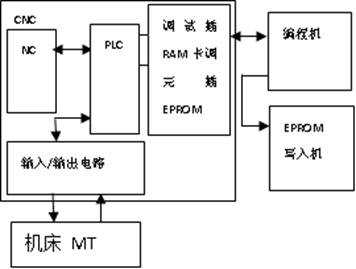
图1 联机调试系统方法示意图